



PLC là gì? Bài viết này sẽ đưa ra định nghĩa ngắn gọn về bộ điều khiển logic khả trình và giải thích các thành phần cơ bản của nó.
PLC là viết tắt của Programmable Logic Controller.
PLC hiện có mặt ở khắp mọi nơi trong các sản xuất công nghiệp ngày nay. Nhất là trong các hệ thống tự động hóa công nghiệp.
Ban đầu PLC được thiết kế để thay thế các hệ thống rơ le nhằm cung cấp một giải pháp đơn giản hơn để điều chỉnh hoạt động của hệ thống điều khiển. Thay vì phải sửa chữa hay quấn lại một lượng lớn rơ le, việc tải xuống nhanh chóng từ PC hoặc thiết bị lập trình cho phép thay đổi logic điều khiển chỉ trong vài giây.

PLC là gì?
PLC là một phần mềm cấp công nghiệp được thiết kế để thực hiện các chức năng điều khiển — đặc biệt là cho các ứng dụng công nghiệp.
Phần lớn PLC ngày nay là dạng mô-đun, cho phép người dùng thêm nhiều loại chức năng bao gồm đầu vào và đầu ra tương tự và rời rạc, điều khiển PID, điều khiển vị trí, điều khiển động cơ, giao tiếp nối tiếp và mạng tốc độ cao.
So với các công nghệ cũ hơn như bộ chuyển tiếp, PLC dễ dàng hơn trong việc khắc phục sự cố và bảo trì, đáng tin cậy hơn, tiết kiệm chi phí hơn và linh hoạt hơn rất nhiều.
Modicon, được viết tắt từ ‘modular digital controller’, vừa là tên của sản phẩm PLC đầu tiên được phát minh vào năm 1968, vừa là thương hiệu đã phát minh ra nó. Dù hiện giờ Modicon đã thuộc sở hữu của Schneider Electric.
Mặc dù nó có thể không giống một máy tính thông thường, nhưng cốt lõi của PLC là công nghệ giống hệt như công nghệ được thấy trong máy tính và các thiết bị thông minh mà hầu hết mọi người sử dụng trong cuộc sống hàng ngày.
>>> Có thể bạn chưa biết 17 hãng PLC phổ biến
Thành phần cơ bản của PLC
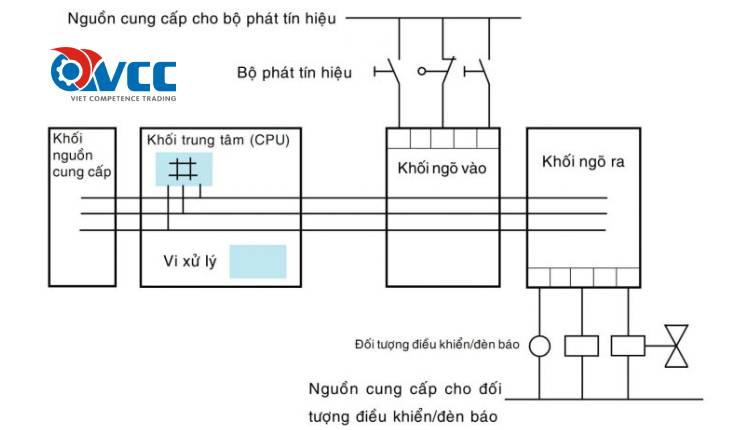
PLC có cấu tạo cơ bản bao gồm:
- Nguồn cấp
- RAM, ROM – là một bộ nhớ chương trình bên trong, ta có thể thêm bộ nhớ bên ngoài EPROM
- CPU – là bộ xử lý trung tâm có công giao tiếp dùng cho việc kết nối với PLC
- Module đầu vào/ra (I / O)

Tuy nhiên thì với một PLC hoàn chỉnh chúng ta sẽ có thêm một đơn vị lập trình bằng tay hay bằng máy tính. Hầu hết các đơn vị lập trình đơn giản đều có đủ RAM để chứa đựng chương trình dưới dạng hoàn thiện hay bổ sung. Nếu đơn vị lập trình là đơn vị xách tay thì RAM thường là loại CMOS có pin dự phòng, chỉ khi nào chương trình đã được kiểm tra và sẵn sàng sử dụng thì nó mới truyền sang bộ nhớ PLC. Đối với các PLC lớn thường lập trình trên máy tính nhằm hỗ trợ cho việc viết, đọc và kiểm tra chương trình. Các đơn vị lập trình nối với PLC qua cổng RS232, RS422, RS485,…
Có thể có sự khác biệt giữa các PLC của các thương hiệu khác nhau, nhưng về cơ bản, mục đích và tác dụng của mỗi thành phần đều giống nhau.
Khối nguồn
Nguồn điện đầu vào của PLC thường ở mức 220VAC hoặc 24VDC.
Nguồn điện áp này được truyền xuống bảng nối đa năng cung cấp năng lượng cho CPU và các mô-đun I / O, có dạng “cards”. Các card này có thể nhanh chóng được thêm vào hoặc tháo ra khỏi vị trí của chúng.
Điều quan trọng cần lưu ý là nguồn điện cho CPU phải được kết nối riêng. Không được nối chung nguồn cho các thiết bị khác như sensors hoặc coils.
Bộ phận xử lý trung tâm (CPU)
CPU chính là ‘bộ não’ của PLC, biến nó thành một máy tính bao gồm bộ vi xử lý và bộ nhớ.Ngay cả những PLC nhỏ, không mô-đun cũng chứa một CPU. Tín hiệu đầu vào đến từ các thẻ I / O và các chương trình logic đưa ra quyết định dựa trên các tín hiệu. Nếu được yêu cầu, CPU sẽ ra lệnh cho đầu ra bật và tắt khi các tín hiệu và điều kiện thay đổi.
Các chương trình có thể bao gồm các chức năng nâng cao như các phép toán, định thời gian, đếm và chia sẻ thông tin qua các giao thức mạng hiện đại. Đối với các hệ thống rơ le cũ, việc thực hiện các chức năng này gần như là không thể.
Module xuất nhập (I/O module)
– Module nhập ( input module ) được nối với những công tắc nguồn, nút ấn, những bộ sensor … để điều khiển và tinh chỉnh từ chương trình bên ngoài .
– Module xuất ( output module ) được nối với những tải ở ngõ ra như cuộn dây của relay, contactor, đèn tín hiệu, những bộ ghép quang.
Chương trình tinh chỉnh và điều khiển được nạp vào bộ nhớ nhờ bộ lập trình cầm tay ( programming console ) hay bằng một máy tính. Hiện nay một số ít loại PLC được phong cách thiết kế có những phím bấm để hoàn toàn có thể lập trình trực tiếp .
Thiết bị lập trình và HMI
Bên ngoài PLC chính là hai thành phần rất quan trọng: thiết bị lập trình và human-machine interface (HMI). Thiết bị lập trình có thể là máy tính để bàn, máy tính xách tay hoặc thiết bị cầm tay của cùng một nhà sản xuất. Một số PLC nhỏ thậm chí còn có các nút ở mặt trước cho phép lập trình các hoạt động logic rất cơ bản mà không cần đến máy tính.
Trong khi thiết bị lập trình cho phép người dùng xem và sửa đổi mã chạy trên PLC, thì HMI cung cấp một phương pháp hiển thị thông tin và lấy đầu vào, mô hình hóa toàn bộ hệ thống điều khiển. HMI thường không cung cấp bất kỳ cách nào để sửa đổi chương trình logic.

Những loại màn hình tương tác này rất phổ biến và thường sẽ được gắn trực tiếp trên vỏ PLC hoặc gần đó để người vận hành sử dụng.
Trước khi có HMI hiện đại, các nhà quản lý sản xuất, nhà máy thường kiểm soát trạng thái hoạt động của các thiết bị bằng các đồng hồ đo chỉ số hoặc hệ thống đèn báo. Bằng cách quản lý này, không thể thực hiện việc mở van để xả áp suất trong đường ống hoặc giảm vòng lặp điều khiển nhiệt độ từ máy tính trong phòng điều khiển, mà thay vào đó nhân viên kỹ thuật phải trực tiếp thao tác thủ công.
PLC Boara – Bảng mạch điều khiển PLC
PLC Boara là 1 phần của PCL (hình dưới). Nó tạo ra một kết nối điện giữa tất cả các thành phần riêng biệt, tạo cho PLC thiết kế mô-đun của nó. Kết nối điện này bao gồm cả nguồn điện và tín hiệu truyền thông. Nhiều nhà sản xuất PLC sử dụng các giao thức truyền thông độc quyền trên bảng nối đa năng để I / O có thể kết nối an toàn với CPU.

PLC thay thế cho tiếp điểm rơ le như thế nào ?
Sử dụng Rơ le để điều khiển đồng nghĩa với việc sử dụng nhiều đường dây nối hơn. Để giảm thiểu sự cồng kềnh cho hệ thống, PLC đã được ra đời nhằm thỏa mãn:
- Độ tin cậy cao
- Gọn nhẹ, dễ dàng bảo quản, sửa chữa.
- Dung lượng bộ nhớ lớn để có thể chứa được những chương trình phức tạp.
- PLC giá thành cao nhưng so với những ưu điểm nó mang lại thì có thể cạnh tranh được.
- Lập trình dễ dàng, ngôn ngữ lập trình dễ học.
- Giao tiếp được với các thiết bị thông minh khác như: máy tính, nối mạng, các Module mở rộng.
Khi những kỹ sư bắt đầu nghiên cứu giải pháp thay thế cho Relay, họ chỉ nhằm mục đích thay thế cho các phần cứng (dây nối) và logic thời gian. Sau đó, yêu cầu đặt ra ngày càng cao là tăng thêm dung lượng bộ nhớ để PLC có thể chứa nhiều lệnh chương trình hơn. Đồng thời tốc độ xử lý cũng phải được đảm bảo nhanh nhạy với giá thành phù hợp. Các tập lệnh nhanh chóng chuyển đổi từ lệnh logic sang lệnh đếm, định thời, thanh ghi dịch,… PLC phát triển đồng thời với máy tính, cải tiến ngày càng nhiều với dung lượng lớn, số lượng I / O nhiều hơn.
Nguyên lý hoạt động của PLC như thế nào ?
Các PLC sẽ có nguyên lý vận hành như sau:
- CPU sẽ điều khiển các hoạt động bên trong PLC.
- Bộ xử lý sẽ đọc và kiểm tra chương trình được chứa trong bộ nhớ
- Thực hiện thứ tự từng lệnh trong chương trình, sẽ đóng hay ngắt các đầu ra.
- Các trạng thái ngõ ra được phát tới các thiết bị liên kết để thực thi và toàn bộ các hoạt động thực thi đó đều phụ thuộc vào chương trình điều khiển được giữ trong bộ nhớ.
Hệ thống Bus là bộ phận dùng để truyền tín hiệu, hệ thống gồm nhiều đường tín hiệu song song:
- Data Bus: Bus dùng để truyền dữ liệu.
- Address Bus: Bus địa chỉ dùng để truyền địa chỉ đến các Modul khác nhau.
- Control Bus: Bus điều khiển dùng để truyền các tín hiệu định thì và điều khiển đồng bộ các hoạt động trong PLC.
Trong PLC các số liệu được trao đổi giữa bộ vi xử lý và các modul vào ra thông qua Data Bus. Address Bus và Data Bus gồm 8 đường, ở cùng thời điểm cho phép truyền 8 bit của 1 byte một cách đồng thời hay song song. Nếu một module đầu vào nhận được địa chỉ của nó trên Address Bus, nó sẽ chuyển tất cả trạng thái đầu vào của nó vào Data Bus. Nếu một địa chỉ byte của 8 đầu ra xuất hiện trên Address Bus, modul đầu ra tương ứng sẽ nhận được dữ liệu từ Data bus. Control Bus sẽ chuyển các tín hiệu điều khiển vào theo dõi chu trình hoạt động của PLC. Các địa chỉ và số liệu được chuyển lên các Bus tương ứng trong một thời gian hạn chế.
Hệ thống Bus sẽ làm nhiệm vụ trao đổi thông tin giữa CPU, bộ nhớ và I/O. Bên cạnh đó thì CPU được cung cấp một xung Clock có tần số từ 1,8 MHz. Xung này quyết định tốc độ hoạt động của PLC và cung cấp các yếu tố về định thời, đồng hồ của hệ thống.
Bộ nhớ của PLC là gì ?
PLC thường yêu cầu bộ nhớ trong các trường hợp:
- Làm bộ định thời cho các kênh trạng thái I/O.
- Làm bộ đệm trạng thái các chức năng trong PLC như định thời, đếm, ghi các Relay.
Mỗi lệnh của chương trình có một vị trí riêng trong bộ nhớ, tất cả mọi vị trí trong bộ nhớ đều được đánh số, những số này chính là địa chỉ trong bộ nhớ. Địa chỉ của từng ô nhớ sẽ được trỏ đến bởi một bộ đếm địa chỉ ở bên trong bộ vi xử lý. Bộ vi xử lý sẽ giá trị trong bộ đếm này lên một trước khi xử lý lệnh tiếp theo. Với một địa chỉ mới, nội dung của ô nhớ tương ứng sẽ xuất hiện ở đầu ra, quá trình này được gọi là quá trình đọc. Bộ nhớ bên trong PLC được tạo bởi các vi mạch bán dẫn, mỗi vi mạch này có khả năng chứa 2.000 – 16.000 dòng lệnh, tùy theo loại vi mạch. Trong PLC các bộ nhớ như RAM, EPROM đều được sử dụng.
RAM (hay còn gọi Random Access Memory):
Đây là bộ nhớ truy xuất ngẫu nhiên tương tự như RAM trong máy tính hay laptop có thể nạp chương trình, thay đổi hay xóa bỏ nội dung bất kỳ lúc nào. Nội dung của RAM sẽ bị mất nếu nguồn điện nuôi bị mất và để tránh tình trạng này các PLC đều được trang bị một pin khô, có khả năng cung cấp năng lượng dự trữ cho RAM từ vài tháng đến vài năm. Trong thực tế RAM được dùng để khởi tạo và kiểm tra chương trình. Khuynh hướng hiện nay dùng CMOS-RAM nhờ khả năng tiêu thụ thấp và tuổi thọ lớn.
EPROM (Electrically Programmable Read Only Memory):
Là bộ nhớ mà người sử dụng bình thường chỉ có thể đọc chứ không ghi nội dung vào được. Nội dung của EPROM không bị mất khi mất nguồn, nó được gắn sẵn trong máy, đã được nhà sản xuất nạp và chứa hệ điều hành sẵn. Nếu người sử dụng không muốn mở rộng bộ nhớ thì chỉ dùng thêm EPROM gắn bên trong PLC. Trên PG (Programer) có sẵn chỗ ghi và xóa EPROM.
EEPROM (Electrically Erasable Programmable Read Only Memory):
Có nhiệm vụ liên kết với những truy xuất linh động của RAM và có tính ổn định. Nội dung của nó có thể được xóa và lập trình lại, tuy nhiên số lần lưu sửa nội dung là có giới hạn.
Môi trường ghi dữ liệu thứ tư:
Là một đĩa cứng hoặc đĩa mềm, được sử dụng trong máy lập trình. Đĩa cứng hoặc đĩa mềm có dung lượng lớn nên thường được dùng để lưu những chương trình lớn trong một thời gian dài.
Kích thước bộ nhớ:
- Các PLC loại nhỏ có thể chứa từ 300 -1.000 dòng lệnh tùy vào công nghệ chế tạo.
- Các PLC loại lớn có kích thước từ 1K – 16K, có khả năng chứa từ 2.000 -16.000 dòng lệnh.
Ngoài ra còn cho phép gắn thêm bộ nhớ mở rộng như RAM, EPROM.
Vị trí của PLC trong hệ thống điều khiển:
Trong phần này chúng ta sẽ tìm hiểu về các vị trí tương ứng của PLC cũng như các vị trí của thiết thiết bị liên quan khác nhé. Có thể phần này sẽ cần thiết cho những bạn lần đầu tìm hiểu về loại module này đấy.

- Khối đầu vào: Gồm các nút điều khiển, các công tắc, các công tắc hành trình đặt tại máy, các cảm biến đo lường đặt tại dây chuyền sản xuất,…
- Khối điều khiển gồm các phần tử: gồm các loại rơ le, các bộ đếm time, các bộ đếm, các bộ so sánh, các bản mạch điện tử,…
- Khối đầu ra: gồm các loại động cơ, các loại van, các thiết bị gia nhiệt, các thiết bị chỉ thị,…
Các bước để lập trình cơ bản PLC là gì ?
Có thể nói là quá sớm để các bạn vừa tìm hiểu có thể tiếp thu được phần này vì chúng ta cần thời gian để học tập. Tuy nhiên vì đây là một bài viết giới thiệu nên VCC cũng sẽ nêu lên từng bước tổng quát nhất và dễ hiểu nhất để các bạn có thể nắm kiến thức một cách khách quan nhất nhé. Cụ thể chúng ta sẽ có 11 bước như sau:
Bước 1: Tìm hiểu kỹ yêu cầu công nghệ
Trong bước này người lập trình phải tìm hiểu kỹ cấc yêu cầu công nghệ và phải bổ sung được các yêu cầu còn thiếu vì trong thực tế khi đặt hàng người đặt hàng chỉ quan tâm đến các yêu cầu chính còn các yêu cầu khác để thực hiện được nhiệm vụ chính đặt ra thì thường không được nêu lên.
Bước 2: Liệt kê đầy đủ các cổng vào ra, các cổng dự trữ
Cần thiết khi phát triển hệ thống và chọn PLC có số đầu vào ra lớn hơn hoặc bằng theo yêu cầu.
Bước 3: Phân cổng vào ra cho PLC
Về nguyên tắc nên tuân thủ các nguyên tắc để thuận tiện cho việc lập trình, theo dõi kiểm tra phát hiện lỗi như sau :
– Phân cổng vào ra theo chức năng yêu cầu: ví dụ đầu vào đếm tốc độ cao, đầu vào Analog, đầu vào logic, phải đúng với các đầu vào chức năng của PLC
– Phân cổng vào ra có dụng ý: theo tên gọi, hoặc theo trình tự tác động để tận dụng được các khả năng tín hiệu hoá của PLC để có thể dễ theo dõi phát hiện lỗi và dễ lập trình.
Bước 4: Dựng lưu đồ chương trình
Bước 5: Dịch lưu đồ sang giản đồ
Bước 6: Lập trình giản đồ thang vào PLC
Bước 7: Chạy mô phỏng kiểm tra chương trình
- Phải tạo ra tập tín hiệu thử tương tự thực tế đưa vào đầu vào PLC
- Xem kết quả đầu ra trên PLC và trên phần mềm mô phỏng. So sánh với lý thuyết.
- Nếu chương trình sai thì ta sửa chương trình và quay lại bước 7
- Nếu chương trình đúng ta tiếp tục sang bước 8
Bước 8: Kết nối PLC với thiết bị thực.
Bước 9: Kiểm tra chắc chắn phần ghép nối theo đúng sơ đồ nguyên lý
- Đảm bảo phần nguồn cấp được thực hiện đúng
- Đảm bảo chắc chắn điện áp nguồn cấp phải đúng với sơ đồ nguyên lý, yêu cầu để đảm bảo không gây nguy hiểm cho thiết bị.
Bước 10: chạy toàn bộ hệ thống
- Đảm bảo chắc chắn hệ thống nối đúng
- Đảm bảo chắc chắn hệ thống cơ khí, thuỷ lực khí nén chạy được.
- Chạy nhắp.
- Chạy bán tự động.
- Chạy tự động toàn hệ thống.
- Nếu chương trình sai thì ta sửa chương trình và quay lại bước 10
- Nếu chương trình đúng thì ta sang bước 11
Bước 11: bàn giao và lưu trữ chương trình.
Các phương thức điều khiển chính của PLC là gì ?
Điều khiển logic:
- Thời gian, đếm
- Chức năng điều khiển rơ le
- Điều khiển tự động, bán tự động, bằng tay các máy và các quá trình
- Thay cho các panel điều khiển và các mạch in
Điều khiển liên tục:
- Điều khiển PID, FUZY
- Điều khiển liên tục nhiệt độ áp suất lưu lượng…
- Điều khiển động cơ chấp hành, động cơ bước
- Điều khiển biến tần
- Điều khiển động cơ chấp hành, động cơ bước
- Khối đầu vào thêm các khâu cảm biến tương tự (analog), chiết áp…
- Khối đầu ra có thêm các thiết bị tương tự như biến tần, động cơ Servo, động cơ bước…
- Khối điều khiển thêm các khâu biến đổi A/D, D/A…
- Thực hiện các phép toán số học và logic
Điều khiển tổng thể:
- Ghép nối máy tính
- Ghép nối mạng tự động hóa
- Điều hành quá trình và báo động
- Điều khiển tổng thể quá trình- nghĩa là điều khiển một quá trình trong mối liên hệ với các quá trình khác
- Tín hiệu vào và ra còn có thêm thông tin.
Các ưu nhược điểm của PLC là gì ?
Bất cứ một loại thiết bị nào khi đưa vào sử dụng cũng đều có ưu và nhược điểm cả và PLC cũng là một trong số đó. Sau đây mình xin liệt kê một số ưu nhược điểm để các bạn có thể tham khảo cũng như cân nhắc trước khi sử dụng và chọn mua nhé.
Ưu điểm:
- Dễ dàng thay đổi chương trình theo ý muốn, thích hợp để lập trình cho nhiều ứng dụng khác nhau.
- Mạch điện gọn nhẹ, dễ dàng trong việc bảo quản, sửa chữa và thay thế
- Độ tin cậy cao, chuẩn hóa được thiết bị.
- Thực hiện được các thuật toán phức tạp và độ chính xác cao.
- Cấu trúc PLC dạng module, cho phép dễ dàng thay thế, mở rộng đầu vào/ra, mở rộng chức năng khác
- Khả năng chống nhiễu tốt, hoàn toàn làm việc tin cậy trong môi trường công nghiệp.
- Giao tiếp được với các thiết bị thông minh khác như: máy tính, nối mạng truyền thông với các thiết bị khác.
- Sử dụng tốt trong các loại môi trường như nhiệt độ, độ ẩm cao, dòng điện dao động,…
Nhược điểm:
- Giá thành phần cứng cao. Vì đây là một thiết bị công nghệ cao, tự động hóa cao nên giá trị sẽ cao hơn nhiều so với các lại thiết bị rơ le ON/OFF thông thường. Tuy nhiên hiện tại giá thành PLC đã giảm đáng kể như các dòng PLC Mitsubishi hoặc PLC Delta.
- Một số hãng phải mua thêm phần mềm để lập trình. Mỗi hãng có thiết kế riêng vì thế chúng sẽ có sự khác biệt trong khâu lập trình hệ thống. Một số hãng sẽ kèm theo phần mềm, tuy nhiên cũng sẽ có một số hãng bán kèm để chúng ta sử dụng.
- Đòi hỏi người sử dụng phải có trình độ chuyên môn cao. Hầu hết những người sử dụng được PLC phải được đào tạo rất bài bản. Họ phải được trang bị các kiến thức liên quan đến từng loại PLC của từng hãng khác nhau. Bởi vì mỗi hãng sẽ có phần mềm lập trình riêng nên để đào tạo thì cần một khoảng thời gian để có thể đảm nhiệm được công việc này. Nếu chuyên môn không cao sẽ dẫn dên lập trình sai, gây hư hỏng và tổn thất trang thiết bị và xảy ra các sự cố đáng tiếc.
Ứng dụng thực tế hiện nay của PLC là gì ?
Khi nói đến ứng dụng của PLC hiện nay thì mình có thể trả lời rằng chúng rất phổ biến trong công nghiệp cũng như đời sống. Những loại máy móc nhỏ như đóng gói, băng tải cũng có thể sử dụng một số dòng PLC kinh tế có in/out ít, thiết kế nhỏ gọn với giá thành rất cạnh tranh. Đặc điểm chính của những loại PLC này đó chính là tích hợp đầy đủ các tính năng cần thiết để linh hoạt sử dụng cho nhiều ứng dụng cơ bản.
Đối với những hệ thống lớn cần có bộ điều khiển phức tạp như dây chuyền xử lý nước thải, nhà máy xi măng thì có những dòng PLC thiết kế dạng module tùy theo nhu cầu mà có thể sử dụng nhiều loại module khác nhau. Khi sử dụng loại này thì chúng ta phải tính toán loại CPU chính cũng như số lượng in/out, module analog, truyền thông để có thể đáp ứng đúng và đủ yêu cầu kỹ thuật của dự án.
Một số ứng dụng khác trong đời sống và công việc như PLC có thể ứng dụng cho rất nhiều hệ thống đèn giao thông, nhà thông minh. Đặc biệt trong sự phát triển của nền nông nghiệp thì PLC đã và sẽ ứng dụng nhiều để giúp hiện đại hóa quá trình sản xuất nông nghiệp ở của nước ta hiện nay.
Các loại PLC thường dùng hiện nay
Có tới 17 hãng sản xuất PLC thông dụng tại Việt Nam mà VCC Trading đã tổng hợp. Dưới đây VCC sẽ giới thiệu những dòng PLC thông dụng và phổ biến nhất được nhiều khách hàng của chúng tôi lựa chọn. Chủ yếu là các doanh nghiệp FDI tại Việt Nam, luôn đặt chất lượng lên hàng đầu rồi mới tới giá thành.
- PLC Mitsubishi: FX-3U, FX-5U hay FX-3G (thay thế cho FX-1N và FX2N)
- PLC Schneider
- PLC Siemens: S7-1200 và S7-1500 (thay thế cho dòng S7-200 và S7-300)
- PLC Omron
- PLC Delta
- PLC Panasonic
- PLC Honeywell
PLC Mitsubishi là dòng được nhiều khách hàng của VCC Trading sử dụng nhất. Đây là 1 thương hiệu của Nhật Bản có giá thành phù hợp và có thế ứng dụng cho 1 số máy móc hoạt động độc lập. Thêm nữa là Việt Nam khá ưa chuộng các máy móc nhập về từ Nhật Bản. PLC Mitsubishi cũng theo đó mà được biết đến nhiều hơn.
Lời kết
Các kỹ sư tự động hóa và điều khiển thiết kế chế độ xem cấp cao này của PLC. Các kỹ sư này hiểu hệ thống điều khiển, thuật toán điều khiển và cấu hình. Họ mô hình hóa quy trình và xác định kích thước và quy mô của hệ thống cần thiết. Từ đó, PLC và tất cả các thành phần của nó được mua. Đây có thể là một giá đỡ duy nhất với tám thẻ I / O, hoặc hai mươi giá đỡ tất cả đều giao tiếp qua mạng công nghiệp với hàng nghìn điểm I / O – tất cả việc điều khiển được thực hiện bởi một CPU duy nhất.
Mr. Danh
Bài viết liên quan
- Van Điều Áp Khí Nén Là Gì? Phân Loại & Cách Chọn Lắp Đặt
- Nguyên Lý Hoạt Động Của Bộ Lọc Tách Nước Khí Nén (Air Filter)
- Air Management System: Giải Pháp Tiết Kiệm 62% Năng Lượng Khí Nén
- Nhà Cung Cấp Xi Lanh Khí Nén & Thiết Bị Tự Động Hóa Uy Tín – VCCTrading
- So Sánh Xi Lanh Khí Nén: Festo, SMC Hay AirTAC?
- Ứng Dụng Xi Lanh Khí Nén Trong Ngành Lắp Ráp Ô Tô, Xe Máy: Giải Pháp & Tiêu Chuẩn Kỹ Thuật
- Ứng Dụng Xi Lanh Khí Nén Trong Ngành Chế Biến Gỗ và Sản Xuất Nội Thất
- Xi Lanh Inox Cho Máy Đóng Gói: Giải Pháp Chống Rỉ Sét & Đạt Chuẩn Vệ Sinh An Toàn
- Xi Lanh Khí Nén Có Khóa Trục: Giải Pháp Chống Rơi An Toàn
- Xi Lanh Siêu Nhỏ (Micro Cylinders): Xu Hướng Cho Ngành Lắp Ráp Điện Tử và Y Tế