



Hầu hết các khóa đào tạo ở cấp độ đầu vào cho các hệ thống điều khiển bao gồm bộ điều khiển logic có thể lập trình (PLC) – lập trình bậc thang , đầu vào và đầu ra của hệ thống dây điện, cũng như cơ sở dữ liệu thẻ và các loại dữ liệu khác nhau. Lập trình HMI là một cấp độ cao hơn so với kiến thức PLC cơ bản, nhưng hiểu được các cơ sở dữ liệu thẻ đó trong các PLC khác nhau có thể đơn giản hóa quá trình thiết kế HMI.
>> Xem bài viết trước: [Tổng hợp] PLC là gì? Bộ điều khiển logic khả trình PLC và ứng dụng
Hầu hết các màn hình cảm ứng HMI được thiết kế để cho phép nhiều hệ thống hoạt động đồng thời và hiển thị dữ liệu trên 1 màn hình trung tâm.
Mục đích của màn hình HMI: giúp thực hiện việc nhập thông số dữ liệu như tốc độ của dây chuyền sản xuất, số lượng sản phẩm, thời gian…
HMI ngày nay hỗ trợ rất nhiều tính năng bao gồm như nhập thông số, dữ liệu để PLC sử dụng trong quá trình điều khiển máy móc dây chuyền. Có chế độ cảnh báo theo ngưỡng giới hạn, có chế độ sao lưu dữ liệu theo thời gian thực. Một số loại hmi còn tích hợp khả năng lưu công thức đối với một số loại máy chạy theo công thức, chu trình.
Lập trình màn hình cảm ứng HMI
Một số loại HMI phổ biến hiện nay trên thị trường có thể kết nối tốt tới plc Mitsubishi bao gồm: Mitsubishi, Omron, Delta, Siemens, Weintek Weinveiw Proface Samkoon.
Lập trình HMI bao gồm hai thành phần chính. Đầu tiên, và có lẽ là quan trọng nhất, là hiểu các đối tượng đồ họa như các nút, các trường nhập số và văn bản, hiển thị dữ liệu đồ họa và các đối tượng khác. Nó thường khá đơn giản để làm theo các hướng dẫn trực tuyến cho bước này.
Bước còn lại là bước mà chúng ta có thể gọi là “hậu trường”, nơi các đối tượng trên màn hình thực sự đọc hoặc thao tác các thẻ bên trong PLC. Điều này có thể không đơn giản như vậy, vì mỗi PLC đều có cấu trúc cơ sở dữ liệu thẻ khác nhau .
Kết nối PLC Delta với HMI
Dùng Switch chia mạng để kết nối nhiều PLC, HMI (PLC Delta)
Kết nối cùng lúc nhiều màn hình HMI Delta với nhiều PLC Delta qua bộ chia mạng LAN Switch :
- Cài đặt IP cho từng PLC Delta DVP-SE bằng phần mềm DCISoft
- Cài đặt IP cho từng màn hình Delta DOP-100 Series trực tiếp trên phần mềm DOPSoft.
- Lập trình HMI Delta khởi tạo cùng lúc hai cổng kết nối Ethernet trên một đường truyền mạng LAN theo cấu hình DVP TCP.
- Kết nối Ethernet giữa màn hình HMI Delta và PLC Delta qua bộ chia mạng LAN Switch.
Các thiết bị phù hợp cách đấu nối này
Một hoặc nhiều PLC Delta có hỗ trợ cổng kết nối Ethernet như : DVP12SE11R, DVP12SE11T, … Có thể dùng các PLC ghép module Ethernet.
Một hoặc nhiều màn hình HMI Delta có hỗ trợ cổng mạng LAN Ethernet như DOP107EV, DOP-107DV, …
Bộ chia mạng LAN Switch nhiều cổng, mỗi cổng tương ứng với 1 PLC hoặc 1 HMI.
Dây mạng LAN bấm sẵn chuẩn kết nối Ethernet giống máy tính PC.
Nguồn 24VDC cho PLC và màn hình HMI.
Cable lập trình PLC Delta : Mini USB.
Cable lập trình HMI Delta : USB Printer.
Video thực hành lập trình nhiều HMI Delta kết nối mạng LAN Ethernet với nhiều PLC Delta
Cách kết nối này chỉ sử dụng cho mạng LAN cục bộ. Đây là hệ HMI là Master nên không lấy dc data từ PLC1 sang PLC2.
Kết nối HMI với PLC Mitsubishi
Sơ đồ chân cổng truyền thông trên plc mitsubishi
7 là TX+
4 là TX-
2 là RX+
1 là RX-
3 là GND
Sơ đồ chân trên cổng truyền thông của HMI Delta
Chức năng chân của HMI Delta là cổng Dsub 9 chân:
4 là RX+
9 là RX-
1 là TX+
6 là TX-
5 là GND
Đây là ví dụ mình áp dụng trên PLC Mitsubishi fx1s và màn hình delta dop-107bv.
Hàn cáp kết nối PLC Mitsubishi với HMI Delta
Cài đặt thông số truyền thông HMI Delta để kết nối với PLC Mitsubishi
Ở đây áp dụng cho plc fx1s và màn hình hmi delta dop-107bv
Trước tiên để cho HMI kết nối tới PLC một cách nhanh nhất các bạn nên reset plc về mặc định nhà sản xuất để thông số truyền thông trở về mặc định thuận tiện cho việc kết nối. Các bạn tham khảo cách reset tại đây.
>> Các bộ điều khiển lập trình PLC Mitsubishi thông dụng
Cài đặt trên HMI
- Bạn chọn cổng truyền thông COM2
- Mục Manufacturers chọn Mitsu
- Phần series chọn FX Series
- Interface chọn RS422
- Các mục còn lại để mặc định
=> Giờ các bạn tạo thử một nút nhấn ON Y0 lên thử được chưa nhé.

Kết nối PLC Mitsubishi với HMI của Weintek
Đây là sơ đồ kết nối với plc mitsubishi qua cổng 422 với hmi weintek mt6070ih của weintek

Xem thêm: 17 hãng PLC thông dụng nhất tại Việt Nam
Các loại dữ liệu HMI
Mọi PLC đều có quyền truy cập vào các kiểu dữ liệu “atomic” chính, nhưng chúng có thể xuất hiện khác nhau.
Bắt đầu với kiểu boolean hoặc BOOL. Đây là một bit đơn lẻ, thường là trạng thái bên trong, có thể là bit kết thúc bộ đếm thời gian hoặc bộ đếm hoặc thẻ đầu vào / đầu ra.
Kiểu dữ liệu rời rạc chỉ đơn giản là bool và không cần bộ điều khiển định địa chỉ thêm. Nếu bool này được gọi là “Temp_Alarm_Status”, thì nó chỉ có thể BẬT hoặc TẮT. Tuy nhiên, bất kỳ số nguyên nào cũng có thể mô tả một bit dữ liệu boolean. Trong trường hợp này, chúng ta phải chỉ định không chỉ tên của số nguyên (hoặc vị trí bộ nhớ), mà còn cả bit của số nguyên đó được yêu cầu.
Dữ liệu kiểu số nguyên trong PLC
Mặc dù mọi số nguyên có thể được chia nhỏ thành các bit thành phần của nó, nhưng không phải tất cả chúng có thể được sử dụng theo cách này. Ví dụ như số nguyên đại diện cho một giá trị – như nhiệt độ hoặc áp suất tương tự. Không có lý do gì để sử dụng số nguyên này trong các thành phần boolean của nó. Tuy nhiên, nếu số nguyên là một chuỗi các bit thông tin rời rạc, chẳng hạn như dữ liệu đến qua một kết nối mạng hoặc một mô-đun I / O bao gồm nhiều bools, thì sẽ rất hợp lý khi xem xét tầm quan trọng của từng bit rời rạc.
Các giá trị Dấu chấm động (Thực) và Char (Chuỗi) không thể được biểu thị dưới dạng các bit riêng lẻ. Mặc dù về mặt kỹ thuật, chúng được xây dựng từ 32 bit hoặc 8 bit cho một ký tự, nhưng chúng không còn sử dụng mỗi bit như một giá trị vị trí nhị phân riêng biệt, giống như trong một số nguyên. Sẽ không có thông tin có ý nghĩa nào được trích xuất từ các boolean của các kiểu dữ liệu này.
Đương nhiên, những số nguyên, phao và chuỗi được sử dụng ở khắp mọi nơi trong các chương trình HMI, đóng góp giá trị.
Chú ý khi kết nối HMI với PLC
Trong phạm vi một bài viết, tôi không thể cung cấp một bài hướng dẫn cho mọi môi trường HMI và mọi chủ đề PLC. Tuy nhiên, có rất nhiều lưu ý cho dù bạn sử dụng phần mềm nào.
Thứ nhất: giao thức truyền thông.
HMI được thiết kế với nhiều loại giao diện mạng — tiêu chuẩn là Ethernet , RS-232 hoặc RS-485 , nhưng thường đi kèm với các bộ điều hợp cho một số loại khác. Bạn phải chọn được PLC của cho mình và biết về giao thức kết nối mạng của nó. Cuối cùng, hầu hết các màn hình đều bị giới hạn về số lượng kết nối đồng thời, nhưng chúng thường cho phép nhiều hơn một kết nối.

PLC đích sẽ mô tả các thẻ của nó bằng nhiều phương pháp khác nhau. Các thẻ (các biến được tạo trong PLC) được lưu trữ trong một địa chỉ thanh ghi được đánh số và có thể là một bit trong thanh ghi đó. Một số loại PLC yêu cầu bạn biết số địa chỉ cụ thể này.
Siemens là một ví dụ. Để trỏ đến một bool duy nhất, bạn sẽ cần chỉ định đầu vào, đầu ra hoặc bộ nhớ, sau đó là địa chỉ thanh ghi (có lẽ là 15), sau đó là một bit từ thanh ghi đó (như 3). Trong ví dụ này, bool sẽ là M15.3. Một số nguyên sẽ không bao gồm các bit, vì vậy nó có thể chỉ đơn giản là M15.
Thứ hai: Một số PLC có thể có một phương pháp có thứ tự để gán một giá trị số cho mỗi thẻ mới được tạo
Mỗi chúng có thể có một tiền tố để biểu thị kiểu dữ liệu. Một ví dụ về cấu trúc như thế này là từ dòng PLC Automation Direct Productivity , trong đó boolean được tạo đầu tiên sẽ là C-000001 (C là bộ chỉ định cho giá trị boolean). Số nguyên 32 bit có thể là S32-000001, v.v.
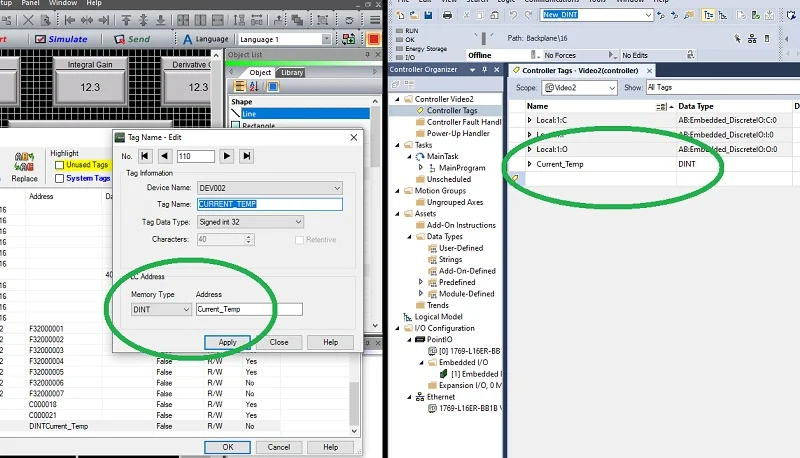
Trong kiến trúc Allen Bradley Compact / ControlLogix, cấu trúc là theo tên thẻ. Mỗi thẻ do người dùng tạo có một tên duy nhất, thay vì một số. Điều này có thể đơn giản hóa quy trình, miễn là nhà thiết kế PLC đã gán các tên logic cho các thẻ. Ví dụ về phương pháp tên thẻ này được minh họa trong hình dưới.
Lời kết
Để gán nhiều PLC cho một HMI, trở ngại lớn nhất là hiểu cách tổ chức các cơ sở dữ liệu thẻ khác nhau trong các PLC tương ứng. Khi thêm các thẻ đó vào cơ sở dữ liệu HMI, hãy chọn đúng thiết bị PLC, thêm các thẻ thích hợp và quá trình truyền dữ liệu giữa màn hình và bộ điều khiển phải tự động.
Với sự hiểu biết vững chắc về quy trình này, HMI sẽ có thể giám sát và điều khiển một số hệ thống khá ấn tượng.

Tài liệu tham khảo: https://control.com/technical-articles/connecting-multiple-plcs-to-an-hmi/
Mr. Danh
Bài viết liên quan
- Van Điều Áp Khí Nén Là Gì? Phân Loại & Cách Chọn Lắp Đặt
- Nguyên Lý Hoạt Động Của Bộ Lọc Tách Nước Khí Nén (Air Filter)
- Air Management System: Giải Pháp Tiết Kiệm 62% Năng Lượng Khí Nén
- Nhà Cung Cấp Xi Lanh Khí Nén & Thiết Bị Tự Động Hóa Uy Tín – VCCTrading
- So Sánh Xi Lanh Khí Nén: Festo, SMC Hay AirTAC?
- Ứng Dụng Xi Lanh Khí Nén Trong Ngành Lắp Ráp Ô Tô, Xe Máy: Giải Pháp & Tiêu Chuẩn Kỹ Thuật
- Ứng Dụng Xi Lanh Khí Nén Trong Ngành Chế Biến Gỗ và Sản Xuất Nội Thất
- Xi Lanh Inox Cho Máy Đóng Gói: Giải Pháp Chống Rỉ Sét & Đạt Chuẩn Vệ Sinh An Toàn
- Xi Lanh Khí Nén Có Khóa Trục: Giải Pháp Chống Rơi An Toàn
- Xi Lanh Siêu Nhỏ (Micro Cylinders): Xu Hướng Cho Ngành Lắp Ráp Điện Tử và Y Tế